GUIA COMPLETO SOBRE MISTURADORES DE GASES, ANALISADORES DE GASES E SUAS DIVERSAS APLICAÇÕES
Guia de referência para seleção de gases para Corte Plasma
A correta seleção dos gases para corte plasma deve levar em consideração uma série de fatores. Algumas máquinas de corte plasma permitem ainda selecionar um determinado gás para o plasma e um segundo gás para a atmosfera de proteção .

NOVIDADE
ÍNDICE:

1. Como funciona a máquina de Corte Plasma?
O corte plasma funciona com um fluxo de gás pressurizado (1) e aquecido eletricamente, sendo escoado pela tocha (2) em alta vazão através de um orifício de pequenas dimensões (3 – bocal). O fluxo resultante (4 – plasma) pode derreter e soprar na maioria dos metais com bastante facilidade.
As tochas de corte plasma geralmente usam um bico de cobre para restringir o fluxo de gás com o arco fluindo através dele. Esse arco salta de um eletrodo (5) na tocha para o material condutor sendo cortado. Isso significa que o corte a plasma é usado apenas para materiais condutivos, principalmente aço carbono, aço inoxidável e alumínio.
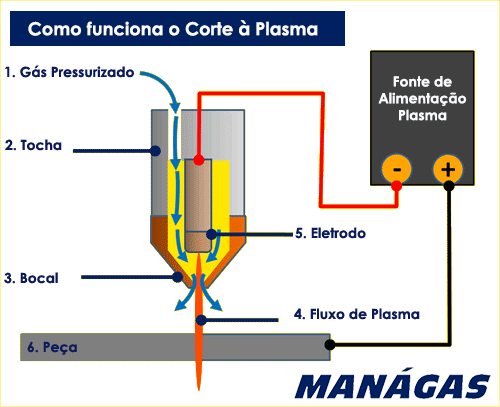
Figura 1 – Como funciona o corte plasma? 1. Gás Pressurizado – 2. Tocha – 3. Bocal – 4. Fluxo de Plasma – 5. Eletrodo – 6. Peça
2. Qual o gás indicado para Corte Plasma?
Existem cinco tipos principais de gases de plasma usados nos sistemas de corte plasma CNC: Ar Comprimido, N2 (Nitrogênio), O2 (Oxigênio), H35 (Argônio-Hidrogênio) e F5 (Hidrogênio-nitrogênio).
A escolha do gás plasma adequado para sua operação depende de vários fatores, incluindo o material que está sendo cortado, a qualidade do corte, a espessura do material, a vida útil dos consumíveis e o custo de produção.
Ar Comprimido
O ar comprimido é o gás mais comumente usado e o mais versátil para corte plasma com corrente mais baixa e funciona bem para a maioria dos metais com espessura até 1 polegada. O ar comprimido também pode ser usado para goivagem de plasma em aço carbono.
No entanto, uma preocupação com o plasma de ar é a soldabilidade da aresta de corte. Alguma nitretação e oxidação da superfície de corte ocorrem com o plasma de ar; isso pode causar porosidade nas soldas. Pela versatilidade, boa velocidade e baixos níveis de escória, o ar comprimido pode ser uma boa opção para muitas empresas.
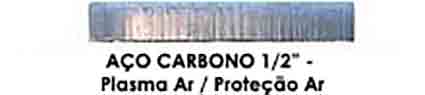
Figura 2 – Corte Plasma em Aço Carbono de 1/2″ usando plasma e atmosfera de proteção de ar comprimido
Nitrogênio (N2)
O Nitrogênio é frequentemente usado para sistemas de plasma de corrente mais alta e para cortar materiais com até 3 polegadas de espessura, embora para algo com mais de uma polegada de espessura considere o uso de argônio-hidrogênio. É a melhor escolha se você cortar muito alumínio e aço inoxidável e a qualidade do corte e a vida útil das peças forem excelentes (mais de 1000 partidas são normais). Produz cortes de excelente qualidade na maioria dos materiais.
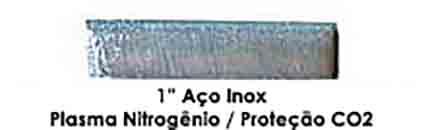
Figura 3 – Corte Plasma em Aço Inoxidável de 1″ usando plasma de Nitrogênio e atmosfera de proteção de gás carbônico
Oxigênio (O2)
O oxigênio é usado quando os cortes mecanizados da mais alta qualidade são desejados em aço-carbono com espessura de 1 a 1/4 de polegada. A face cortada é lisa e a escória é fácil de remover.
O oxigênio também pode ser usado em aço inoxidável e alumínio, mas produz uma face de corte mais áspera. O gás plasma de oxigênio reage com o aço carbono para produzir um spray mais fino de metal fundido, cada gota tendo uma tensão superficial mais baixa. Este spray derretido é mais facilmente ejetado do corte.
A desvantagem do oxigênio é o custo do gás e a vida útil das peças consumíveis. No entanto, os sistemas de plasma com oxigênio de ponta usam gases inertes (como nitrogênio) com plasma de oxigênio para obter uma vida útil similar das peças aos sistemas de nitrogênio ou ar. Esses sistemas podem ter vida útil das peças na faixa de 800-1500-start. Os custos aumentados de consumíveis e gás são geralmente compensados por uma diminuição nas operações secundárias caras para remover a escória e endireitar as peças chanfradas.
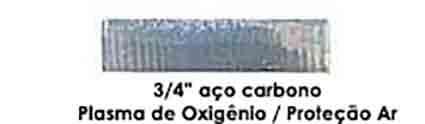
Figura 4 – Corte Plasma em Aço Carbono de 3/4″ usando plasma de Oxigênio e atmosfera de proteção de ar comprimido
Mistura H35 (mistura de gases de Argônio-Hidrogênio)
Misturas de gases ou misturadores de gases são geralmente usados para cortar aço inoxidável e alumínio (> 1/2″). A mistura normalmente utilizada é 35% de Hidrogênio e 65% de Argônio (H-35).
Eles produzem uma face de corte limpa e de alta qualidade. O Argônio-Hidrogênio é necessário para o corte mecanizado de qualquer material com mais de 5 cm de espessura. Essa mistura também fornece um excelente gás para goivagem de plasma em todos os materiais.
O Hidrogênio com Argônio é o gás plasma mais quente e fornece a capacidade máxima de corte. Alguma escória irregular pode ocorrer ao longo da borda inferior. A desvantagem dessa combinação é sua despesa.

Figura 5 – Inoxidável de 1 1/2″ usando plasma de Mistura de Gases H35 e atmosfera de proteção de Nitrogênio
Mistura F5 (mistura de gases de Hidrogênio-Nitrogênio)
A mistura F5 (5% de Hidrogênio a 95% de Nitrogênio) é usado principalmente para o corte de aço inoxidável. A mistura F5 fornece cortes rápidos e isentos de óxido, no entanto, o gás Hidrogênio introduz muito calor no material. Como resultado, maior formação de escórias, sendo que as peças cortadas geralmente precisam de limpeza antes de seguir para operações de solda ou pintura. Utilizar mistura de gases F5 também pode ser caro. Como alternativa, vale a pena avaliar o investimento em misturadores de gases.
3. Tabela referência seleção do gás de plasma
Gás Plasma/Gás de Proteção
Aço Carbono
Aço Inoxidável
Alumínio
Ar/Ar
Econômico, boa qualidade de corte e velocidade
Econômico, boa qualidade de corte e velocidade
Econômico, boa qualidade de corte e velocidade
Oxigênio/Ar
Excelente qualidade/velocidade de corte, mínima escória
Não recomendado
Não recomendado
Nitrogênio/CO2
Vida útil das peças excelente, qualidade de corte stisfatória, presença de escória
Vida útil das peças excelente, qualidade de corte boa
Vida útil das peças excelente, qualidade de corte boa
Nitrogênio/Ar
Vida útil das peças excelente, qualidade de corte stisfatória, presença de escória
Vida útil das peças excelente, qualidade de corte boa
Vida útil das peças excelente, qualidade de corte boa
H35
(Argônio/Hidrogênio)
Não recomendado
Excelente para espessura acima de 1/2″
Excelente para espessura acima de 1/2″
F5
(Nitrogênio/Hidrogênio)
Não recomendado
Bom corte com excelente velocidade de corte para espessuras abaixo de 0,375″
Excelente para espessura acima de 1/2″
Gás Plasma/Gás de Proteção
Ar/Ar
Aço Carbono
Econômico, boa qualidade de corte e velocidade
Aço Inoxidável
Econômico, boa qualidade de corte e velocidade
Alumínio
Econômico, boa qualidade de corte e velocidade
Gás Plasma/Gás de Proteção
Oxigênio/Ar
Aço Carbono
Econômico, boa qualidade/velocidade de corte, mínima escória
Aço Inoxidável
Não recomendado
Alumínio
Não recomendado
Gás Plasma/Gás de Proteção
Nitrogênio/CO2
Aço Carbono
Vida útil das peças excelente, qualidade de corte satisfatória, presença de escória
Aço Inoxidável
Vida útil das peças excelente, qualidade de corte boa
Alumínio
Vida útil das peças excelente, qualidade de corte boa
Gás Plasma/Gás de Proteção
Nitrogênio/Ar
Aço Carbono
Vida útil das peças excelente, qualidade de corte satisfatória, presença de escória
Aço Inoxidável
Vida útil das peças excelente, qualidade de corte boa
Alumínio
Vida útil das peças excelente, qualidade de corte boa
Gás Plasma/Gás de Proteção
H35
(Hidrogênio/Nitrogênio)
Aço Carbono
Não recomendado
Aço Inoxidável
Excelente para espessura acima de 1/2″
Alumínio
Excelente para espessura acima de 1/2″
Gás Plasma/Gás de Proteção
F5
(Hidrogênio/Nitrogênio)
Aço Carbono
Não recomendado
Aço Inoxidável
Bom corte com excelente velocidade de corte para espessuras abaixo de 0,375″
Alumínio
Excelente para espessura acima de 1/2″
Gás Plasma/Gás de Proteção: Ar/Ar
Aço Carbono: Econômico, boa qualidade de corte e velocidade
Aço Inoxidável: Econômico, boa qualidade de corte e velocidade
Alumínio: Econômico, boa qualidade de corte e velocidade
Gás Plasma/Gás de Proteção: Oxigênio/Ar
Aço Carbono: Excelente qualidade/velocidade de corte, mínima escória
Aço Inoxidável: Não recomendado
Alumínio: Não recomendado
Gás Plasma/Gás de Proteção: Nitrogênio/CO2
Aço Carbono: Vida útil das peças excelente, qualidade de corte satisfatória, presença de escória
Aço Inoxidável: Vida útil das peças excelente, qualidade de corte boa
Alumínio: Vida útil das peças excelente, qualidade de corte boa
Gás Plasma/Gás de Proteção: Nitrogênio/Ar
Aço Carbono: Vida útil das peças excelente, qualidade de corte satisfatória, presença de escória
Aço Inoxidável: Vida útil das peças excelente, qualidade de corte boa
Alumínio: Vida útil das peças excelente, qualidade de corte boa
Gás Plasma/Gás de Proteção: H35 (Hidrogênio/Argônio)
Aço Carbono: Não recomendado
Aço Inoxidável: Excelente para espessura acima de 1/2″
Alumínio: Excelente para espessura acima de 1/2″
Gás Plasma/Gás de Proteção: F5 (Hidrogênio/Nitrogênio)
Aço Carbono: Não recomendado
Aço Inoxidável: Bom corte com excelente velocidade de corte para espessuras abaixo de 0,375″
Alumínio: Excelente para espessura acima de 1/2″
4. Conclusão
Considerando a qualidade de corte, produtividade e economia do processo de corte plasma, a conclusão para escolha do gás de plasma e atmosfera de proteção ideal é a seguinte:
• Para aço-carbono, use plasma a oxigênio e a proteção de ar para obter a melhor qualidade de corte, os mais baixos níveis de escória, mínimo retrabalho, excelente capacidade de soldagem e a mais alta velocidade de corte/produtividade.
• Para obter a melhor qualidade de corte em aço inoxidável e alumínio com menos de 1/2 polegada, use o plasma a nitrogênio e ar secundário para um bom equilíbrio entre qualidade de corte e custo. Para um corte um pouco melhor e mais rápido, use CO2 como secundário. Se seu sistema permitir, a proteção de água fornecerá a melhor qualidade de borda.
• Para a melhor qualidade de corte em aço inoxidável e alumínio espesso, use argônio-hidrogênio com nitrogênio secundário. CUIDADO: seu sistema deve estar equipado para o funcionamento seguro com gás argônio-hidrogênio.
• Para um corte mais econômico, ar de compressor seco e limpo é a melhor opção para aço-carbono, aço inoxidável e alumínio.

5. Dúvidas
DÚVIDAS em guia de referência para seleção de gases para Corte Plasma?
Qualquer dúvida em relação ao tema “Guia de referência para seleção de gases para Corte Plasma”, por favor entre em contato. Aproveite e conheça nossa linha de misturadores de gases para Corte Plasma, solda MIG MAG e solda TIG, os quais permitem misturas entre 2 a 4 gases, controle da vazão e pressão da saída.
6. Misturadores de Gases para Corte Laser
A qualidade da mistura de gases é extretamente importante para segurança, precisão e produtividade no processo de corte. Somente misturas de gases exatas permitem estes resultados e, ainda, repetibilidade durante o processo.
Nossos misturadores promovem a mistura ideal conforme a demanda de cada processo, oferecendo modelos com opções de saída fixa ou variável.

Misturador de gases para corte plasma, que permite a mistura entre 02 gases, com controle da vazão e pressão de saída. Modelo com 1 saída de mistura variável/ajustável.

Misturador de gases para corte plasma, que permite a mistura entre 02 gases, com ajuste da concentração e controle da vazão. Modelo com 1 saída de mistura variável/ajustável.
COMPRE JÁ O SEU!

POSTS RELACIONADOS